ÜgėŁ─·įLå¢Ī░║ŽĘ╩╩ą┐Ų░ž╩óŁh▒Ż┐Ų╝╝ėąŽ▐╣½╦ŠĪ▒Ų¾śI╣┘ŠWŻĪ
12─ĻīŻūóŁhŠ│╬█╚Šų╬└Ē
įOėŗĪó╔·«aĪó░▓čbĪó╩█║¾ę╗šŠ╩ĮĘ■äš
╚½ć°├Ō┘Mū╔įā¤ßŠĆŻ║
150-5515-7685
«öŪ░╬╗ų├Ż║ ŠWšŠ╩ūĒō > ą┬┬ääėæB
┬ōŽĄ╬ęéā

╣½╦Š├¹ĘQŻ║ ║ŽĘ╩╩ą┐Ų░ž╩óŁh▒Ż┐Ų╝╝ėąŽ▐╣½╦Š
╣┘ĘĮŠWųĘŻ║ m.weiweitouzi.cn
┬ōŽĄļŖįÆŻ║150-5515-7685
Ų¾śI╣╠įÆŻ║0551-64388109
ļŖūėÓ]ŽõŻ║Keposhine@163.com
╣½╦ŠĄžųĘŻ║║ŽĘ╩╩ąą┬šŠģ^ŠĢČ■┬Ę▒▒╝╬│╝┐Ų╝╝ł@┐ŲčąśŪČ■śŪ
«aŲĘų¬ūR
«öŪ░╬╗ų├Ż║ ŠWšŠ╩ūĒō > ą┬┬ääėæB > «aŲĘų¬ūR
RTOčbų├▀\ąą░▓╚½ā×╗»14ŚlĮ©ūh╝░VOCsų╬└ĒĘ┘¤²ŅÉįOéõČĮ▓ķę¬³c
üĒį┤Ż║┐Ų░ž╩óŁh▒Ż ░l▓╝ĢrķgŻ║2021-07-15
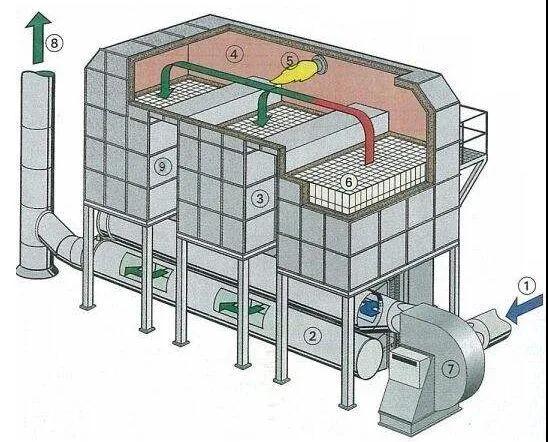
Ę┘¤²╝╝ąg─┐Ū░üĒ┐┤▀Ć╩Ūų╬└ĒVOCsą¦┬╩*Ė▀Īó*ÅžĄūĄ─ų╬└Ē╝╝ągŻ¼ŲõųąRTOų╬└Ē╝╝ągę“ų╬└Ēą¦╣¹║├Īó▀\ąąĘĆČ©Īó│╔▒Š▌^Ą═Ż¼▒╗ÅVĘ║æ¬ė├ė┌Ė„ąąĖ„śIĄ─ėąÖCÅUÜŌų╬└ĒųąĪŻĄ½┼c┤╦═¼ĢrŻ¼RTOĄ─æ¬ė├ę▓│÷¼F┴╦ę╗ą®░▓╚½å¢Ņ}Ż¼ė╚Ųõ╩ŪRTO▒¼š©ė░Ēæė╚×ķÉ║┴ėŻ¼Ž┬łDš¬õø┴╦Į³Äū─ĻRTO▒¼š©Ą─▓┐ĘųĄõą═░Ė└²Ż║

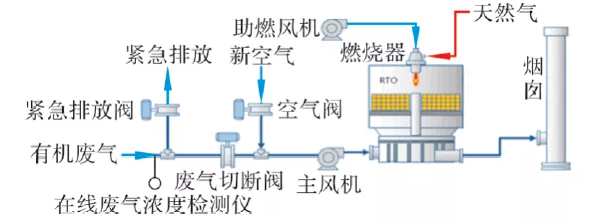
┐╔ęį┐┤│÷RTOįOéõ’LļUų„ę¬┤µį┌ęįŽ┬ÄūĘĮ├µŻ║
1▓┐ĘųŲ¾śIų„¾wčbų├įOėŗĢr╬┤┐╝æ]╩╣ė├RTOŻ¼┤µį┌įOėŗ╔Ž░▓╚½┤ļ╩®▓╗ĄĮ╬╗Īóūįäė╗»│╠Č╚▓╗ūŃĪóīŹļH╣żør┼cįOéõžō║╔▓╗Ųź┼õĪŻ
2Ų¾śIėąÖCÅUÜŌĄ─│╔Ę▌▒╚▌^ČÓį¬╗»ĪóÜŌ┴┐▓╗ĘĆČ©ĪŻŠ½╝Ü╗»╣żĄ╚Ų¾śIķgą¬╔·«aĄ─╠ž³cŻ¼╩╣Ą├ėąÖCÅUÜŌØŌČ╚║═ÅUÜŌ┴┐Č╝Ģ■ėąķgą¬ąįūā╗»ĪŻ
3▓┐ĘųŲ¾śI╬┤│õĘųĖ∙ō■ūį╔ĒŲ¾śIīŹļHŻ¼║Ž└Ē▀xō±╩╣ė├įOéõįO╩®Ż¼ī¦ų┬╔·«a║¾īŹļH╣żør┼cRTO └ĒŽļĀŅørŽÓ▓Ņ▌^┤¾ĪŻ
4āx▒Ēł¾Š»Īó▀BµiįOų├▓╗ūŃŻ¼╬┤ć└Ė±┐žųŲRTO▀M┐┌ėąÖC╬’Ą─ØŌČ╚ĪŻī”╗»╣żŲ¾śIėąÖCÅUÜŌĄ─═╗░ląį┼┼Ę┼Ą╚═╗░lŪķør▀BµiįOų├▓╗ūŃĪŻ
5╝╝ąg╝░▀\ŠS╚╦åT╦ž┘|ī¦ų┬▓┘┐v▓╗«öĪó▀\ŠS▓╗«öĪŻ├µī”░l╔·═╗░lå¢Ņ}Ģræ¬ī”▓╗Ą├«öĪó▓╗╝░ĢrĪŻ
RTOā×╗»Į©ūh
 āx▒Ēł¾Š»Īó▀BµiįO╩®▓╗ūŃ▒Ŗ╦∙ų▄ų¬Ż¼RTOė├ė┌VOCsĘ┘¤²╠Ä└ĒŻ¼ę“VOCsŠ▀ėą┐╔╚╝ąįŻ¼į┘╝ė╔Ž▀\ąąųąĄ─Ė▀£žĪó├„╗Ą╚╠ž³cŻ¼«öØŌČ╚│¼▀^▒¼š©Ž┬Ž▐ĢrŻ¼ęū░l╔·▒¼š©ĪŻ┤╦═ŌŻ¼č§╗»Ātā╚¤ß┴┐│¼▀^Ž▐ųĄŻ¼ę▓Ģ■░l╔·│¼£ž▒¼š©ĪŻ┴Ēę╗ĘĮ├µŻ¼ŽĄĮyĄ─āx▒ĒĪóķyķTĄ╚įOéõ│÷¼F╣╩šŽ╗“═╗░l═ŻļŖĪó═ŻÜŌĄ╚Ż¼ī¦ų┬ŽĄĮy░▓╚½ūį┐žįOėŗ╩¦ą¦Ż¼ŽĄĮyę▓Ģ■░l╔·│¼£ž▒¼š©ĪŻ
āx▒Ēł¾Š»Īó▀BµiįO╩®▓╗ūŃ▒Ŗ╦∙ų▄ų¬Ż¼RTOė├ė┌VOCsĘ┘¤²╠Ä└ĒŻ¼ę“VOCsŠ▀ėą┐╔╚╝ąįŻ¼į┘╝ė╔Ž▀\ąąųąĄ─Ė▀£žĪó├„╗Ą╚╠ž³cŻ¼«öØŌČ╚│¼▀^▒¼š©Ž┬Ž▐ĢrŻ¼ęū░l╔·▒¼š©ĪŻ┤╦═ŌŻ¼č§╗»Ātā╚¤ß┴┐│¼▀^Ž▐ųĄŻ¼ę▓Ģ■░l╔·│¼£ž▒¼š©ĪŻ┴Ēę╗ĘĮ├µŻ¼ŽĄĮyĄ─āx▒ĒĪóķyķTĄ╚įOéõ│÷¼F╣╩šŽ╗“═╗░l═ŻļŖĪó═ŻÜŌĄ╚Ż¼ī¦ų┬ŽĄĮy░▓╚½ūį┐žįOėŗ╩¦ą¦Ż¼ŽĄĮyę▓Ģ■░l╔·│¼£ž▒¼š©ĪŻ
×ķ┴╦Ę└ų╣RTO░▓╚½╩┬╣╩Ą─░l╔·ĪóĮĄĄ═╩┬╣╩ōp╩¦Ż¼Š═▒žĒÜ░č░▓╚½å¢Ņ}Ę┼į┌*╬╗üĒ┐╝æ]Ż¼Å─į┤Ņ^Ž¹£pĪó▀^│╠ŅAĘ└Īó─®Č╦░č┐ž╚²ĘĮ├µ╩ß└Ē│÷14Ślā×╗»Į©ūhĪŻ
ę╗Īóį┤Ņ^Ž¹£pĘĮ├µ
1Īó╚ź│²Ż║┴╦ĮŌė├æ¶Ą─╣ż╦ćŻ¼├„┤_╣ż╦ć▀^│╠ųąėąÖCÅUÜŌĄ─┼┼Ę┼╠ž³c╝░┐╔─▄┤µį┌Ą─═╗░lę“╦ž╚ź│²▓╗ę╦▀M╚ļRTOĄ─ėąÖCÅUÜŌĮMĘų╚ń▓╔ė├└õ─²ĘĮ╩Į╗ž╩š▓┐ĘųĖ▀ØŌČ╚ėąÖCÅUÜŌĮMĘų;įOų├╦«ćŖ┴▄čbų├╬³╩šŽ┤£ņ╦ßĪóēAŅÉÜŌ¾wŻ¼▒ŻūC▀M╚ļRTOėąÖCÜŌ¾w▀_ĄĮ▀MÜŌųĖś╦ę¬Ū¾Ż¼Å─į┤Ņ^ķ_╩╝’LļUĘ└ĘČĪŻ
2Īó£p┴┐Ż║ÅŖ╗»▄ćķgŅA╠Ä└ĒŻ¼╚ńīó│Ż£žčŁŁh╦«Ė─×ķ└õā÷¹}╦«Ż¼╠ßĖ▀└õ─²ą¦┬╩Ż╗į÷╝ė╬³╩šŅÉ裣hę║Ą─Ė³ōQŅl┤╬Ż¼▓óįOų├ūįäė╝ė╦ÄĪó┼┼╬█┐žųŲŻ¼╠ßĖ▀╬³╩šą¦┬╩Ą╚Ż¼ęį£p╔┘▀M╚ļRTOŽĄĮyųąVOCsĄ─┐é┴┐Ż¼Å─Č°ĮĄĄ═ÅUÜŌ▀_ĄĮ▒¼š©Ą─’LļUĪŻ
3ĪóĮĄØŌŻ║ÅUÜŌ╚ļ┐┌╝░▒žę¬Ą─ÅUÜŌų¦┬Ę╚ļ┐┌╠Ä░▓čbØŌČ╚▒O£yāxŻ¼į┌ā”╣▐║¶╬³ÜŌĪó└õ─²Ų„▓╗─²ÜŌĄ╚ØŌČ╚▌^Ė▀ĢrŻ¼RTO╚ļ┐┌╝ėŽĪßī’LķyŻ¼═©▀^ėŗ╦Ńę╗Č©£žČ╚Ģr─││╔Ęų’¢║═š¶ÜŌē║Ž┬Ą─ØŌČ╚Ż¼▓óīóŲõŽĪßīų┴▒¼š©Ž┬Ž▐Ż©LELŻ®Ą─25%įOėŗ’L┴┐Ż╗ÅUÜŌ╚ļ┐┌╝ėįOų├ŠÅø_╣▐▓óča│õą┬’LŻ¼┤_▒Ż▀M╚ļRTOŽĄĮyĄ─ÅUÜŌØŌČ╚Ą═ė┌Ųõ25%LELĪŻ
Č■Īó▀^│╠ŅAĘ└ĘĮ├µ
4Īóī¦ņoļŖŻ║’L╣▄Īó’LÖCĄ╚ÅUÜŌ▌ö╦═įOéõįO╩®į┌▓╗Ė»╬gŪķørŽ┬▒M┴┐▀xō±╦óėą╩»─½═┐īėĄ─▓Ż┴¦õōĪó╠╝õō╗“▓╗õPõō▓─┘|Ż¼▓ó┐ńĮėĪóĮėĄžŻ╗═¼Ģr▒▄├Ōų▒ĮŪÅØŅ^╝░ÅØŅ^╠Ä╝ŌĮŪŻ¼Ę└ų╣ÅUÜŌ▌ö╦═▀^│╠ųąę“─”▓┴ŲņoļŖČ°¤oĘ©ī¦│÷ĪŻ
5Īó┼┼Ęeę║Ż║ÅUÜŌ│Żę“Ž┤£ņ╦■│²ņFą¦╣¹▓╗╝č╗“└õģsū„ė├Č°į┌’L╣▄ųąą╬│╔Ęeę║Ż¼Ęeę║ųą║¼ėąVOCs▓ó▓╗öÓō]░lų┴ÅUÜŌųąŻ¼┤µį┌ØŌČ╚╔²Ė▀¼FŽ¾Ż¼ĒÜČ©Ų┌┼┼│÷ĪŻ
6Īó£yØŌČ╚Ż║į┌RTOŽĄĮyŪ░ę╗Č©ŠÓļxįOų├į┌ŠĆŻ©īŹĢrŻ®ØŌČ╚Öz£yāxŻ¼▓ó┼cRTOŽĄĮyÅUÜŌī¦╚ļķyĪóæ¬╝▒┼┼┐šķy▀Bµi┐žųŲŻ¼ŠÓļxĖ∙ō■Öz£yāxĒææ¬Ģrķg┤_Č©Ż¼«öÅUÜŌØŌČ╚│¼▀^25%LELĢrŻ¼ÅUÜŌī¦╚ļķyĻPķ]Ż¼æ¬╝▒┼┼┐šķyķ_åóŻ¼Ę└ų╣Ė▀ØŌÅUÜŌ▀M╚ļRTOŽĄĮyĪŻ
7Īó═©’LŻ║═©▀^ÅŖųŲ═©’L┤ļ╩®Ż¼ØMūŃ*Ą══©’L┴┐ę¬Ū¾Ż¼▒▄├Ō┐╔╚╝╬’ĘeŠ█Īó╗ž╗Ą╚ĪŻ
8Īóą╣▒¼Ż║’L╣▄├┐Ė¶ę╗Č©ķgŠÓįOų├ą╣▒¼ķyŻ¼ą╣▒¼ķyē║┴”Ą═ė┌’L╣▄│ą╩▄æ¬┴”Ż╗RTOŽĄĮyŪ░ų├Ž┤£ņ╦■į┌▒ŻūCėąą¦╩╣ė├ŪķørŽ┬▀xė├Ą═ÅŖČ╚▓─┘|ųŲū„Ż¼ęį▒Ń▒¼š©░l╔·Ģr╝░Ģrą╣ē║Ż¼£p╔┘▒¼š©ōp╩¦ĪŻ
9Īóķ]ķyŻ║RTOĀtæ¬įOų├öÓļŖöÓÜŌ║¾▀MÜŌķyĪó┼┼ÜŌķyŠo╝▒ĻPķ]Ż¼Ę└ų╣¤¤ćĶą¦æ¬ę²ŲąŅ¤ßīėŽ┬▓┐£žČ╚╔Ž╔²ĪŻ
╚²Īó─®Č╦░č┐žĘĮ├µ
10Īóļp┼į═©įOėŗŻ║ī”RTOŽĄĮyįOų├└õ┼į═©Īó¤ß┼į═©Ż¼Ųõųą└õ┼į═©┼cØŌČ╚Öz£yāxĪóÅUÜŌī¦╚ļķyĪóæ¬╝▒┼┼┐šķy▀BµiŻ¼«öØŌČ╚│¼▀^25%LELĢrŻ¼ÅUÜŌī¦╚ļķyĻPķ]Ż¼ÅUÜŌ¤oĘ©▀M╚ļRTOŽĄĮyŻ╗æ¬╝▒┼┼┐šķyķ_åóŻ¼ÅUÜŌĮø└õ┼į═©╠Ä└Ē▀_ś╦║¾┼┼Ę┼ĪŻ¤ß┼į═©┼cą┬’LķyĪó£žČ╚āxĪóē║┴”ėŗ▀BµiŻ¼«öRTOĀtā╚£žČ╚Īóē║┴”«É│ŻĢrŻ¼ą┬’Lķyķ_åóŻ¼ŽĪßīØŌČ╚ĮĄ£žĮĄē║Ż¼¤ß┼į═©ķyķ_åóŻ¼▓┐ĘųĖ▀£žÅUÜŌų▒ĮėÅ─č§╗»╩ę┼┼│÷Ż¼Įø╗ņ║ŽŲ„ĮĄ£ž└õģs║¾┼┼ų┴¤¤ćĶŻ¼┤_▒ŻRTOŽĄĮy░▓╚½▀B└m▀\ąąĪŻ
11Īóļp┴„ł÷─ŻöMŻ║RTOĀtįOėŗĢrī”ÅUÜŌ▀MąąÜŌ┴„ł÷║═¤ß┴„ł÷─ŻöMŻ¼ŲõųąÜŌ┴„ł÷─ŻöM┤_▒ŻRTOĀtā╚¤o╦└ĮŪŻ¼ÅUÜŌ─▄ē“Š∙ä“┴„Ģ│═©▀^Ż¼▒▄├ŌŠų▓┐═─┴„╗“ØŌČ╚▀^Ė▀Ż╗¤ß┴„ł÷─ŻöM┤_Č©╠š┤╔čb╠Ņ┴┐Ż¼▀xō±▀mę╦¤ß╗ž╩šą¦┬╩Ż¼▒▄├ŌRTOĀtąŅ¤ß╩ę└õČ╦£žČ╚▀^Ė▀Ż¼£p╔┘░▓╚½ļ[╗╝ĪŻ
12Īóā×╗»╩š╝»ŽĄĮyŻ║ī”╬³’LšųĪó’LÖC▀xė├▀MąąęÄĘČįOėŗŻ¼═¼ĢrÅUÜŌ╩š╝»╣▄ŠĆąĶĮy╗IęÄäØŻ¼ą╬│╔ų¦╣▄Ī·ų„╣▄Ī·╠Ä└Ēčbų├Ī·┐é┼┼┐┌Ą─╩š╝»╠Ä└ĒŽĄĮyŻ¼┤_▒ŻÅUÜŌ╩š╝»ą¦╣¹ĪŻī”ė┌ęū╚╝ęū▒¼ÅUÜŌį┌įOėŗ╩š╝»ŽĄĮy║═ŅA╠Ä└ĒŽĄĮyĢrŻ¼▓╗ūĘŪ¾▀^Ė▀Ą─ÅŖČ╚Ę┤Č°ėą└¹ė┌ŽĄĮy░▓╚½Ż¼▓╗▀^╝┤╩╣▀xė├ÅŖČ╚▓╗Ė▀Ą─įOéõ║═▓─┴ŽĪŻ
13ĪóūĶ╗Ż║į┌RTOĀtŪ░Č╦║═╔·«a▄ćķg║¾Č╦’L╣▄įOų├ūĶ╗Ų„Īó╦«ĘŌĄ╚Ż¼Ę└ų╣RTOĀt╗“’L╣▄▒¼š©╗ž╗ų┴Ū░Č╦╗“▄ćķgŻ¼£p╔┘╩┬╣╩ōp╩¦ĪŻ
14Īó▒O┐žŻ║īóRTOŽĄĮy┼c╔·«aĪó’L╣▄ē║┴”ėŗĪóųą╝ē’LÖCĪóØŌČ╚Öz£yāxĄ╚▀Bµi┐žųŲŻ¼░▓čbį┌ŠĆ▒O┐žŽĄĮy▓ó╝{╚ļ╔·«a╣▄└Ē▒O┐žŻ¼▒▄├Ō╔·«a┼cŁh▒Ż├ō╣ØŻ¼░▓┼┼īŻ╚╦▀MąąŠSūo┼c╣▄└ĒŻ¼╚ńRTOĀtį┌░l╔·▒¼š©Ū░ėąÖC╬’ØŌČ╚│ŻĢ■į┌Č╠Ģrķgā╚čĖ╦┘╔²Ė▀Ż¼┤╦ĢrŽĄĮy╚¶ėą╚╦ųĄ╩žät┐╔╠ßŪ░░l│÷ŅAŠ»▓ó▓╔╚Ī▒žę¬Ą─┤ļ╩®Ż¼▒▄├Ō╩┬╣╩Ą─░l╔·Ż╗═¼Ģrī”RTOĖ„ŽĄĮy╬▓ÜŌ░▓čbVOCØŌČ╚į┌ŠĆ▒O┐žŽĄĮyŻ¼×ķŲ¾śI╣▄└Ē╠ß╣®▒žę¬Ą─öĄō■ų¦ō╬ĪŻ
VOCsų╬└ĒįOéõČĮ▓ņÖz▓ķę¬³c
Į³─Ļė╔Łh▒ŻįO╩®▀\ĀI╣▄└Ē▓╗╔Ųī¦ų┬Ą─░▓╚½╩┬╣╩Ņl░lŻ¼īęęŖł¾Ą└Ż¼╠žäe╩Ū╗Ņąį╠┐║═Ę┘¤²Ą╚VOCsų╬└ĒįO╩®ĪŻ╚╗Č°Ż¼ę╗ŪąĄ─ųž┤¾ūāĖ’Č╝ėąųž┤¾╩┬╝■Ą─═ŲäėŻ¼Ēæ╦«╩┬╝■░l╔·║¾Ż¼Łh▒ŻįO╩®Ą─░▓╚½▒O╣▄┬Üž¤Ą├ĄĮ┴╦▀Mę╗▓Į├„┤_ĪŻ
Ė„ĄžŁh▒Ż▓┐ķTī”ĄžĘĮ║═ŽÓĻPŲ¾śIå╬╬╗ųž³cŁh▒ŻįO╩®║═ĒŚ─┐ĮM┐Śķ_š╣Ė³╚½├µĄ─░▓╚½’LļUįu╣└║═Ė³×ķć└Ė±Ą─ļ[╗╝┼┼▓ķų╬└ĒŻ¼─Ū├┤RTO║═RCOĄ╚VOCsų╬└ĒĘ┘¤²ŅÉįOéõĄ─Łh▒ŻČĮ▓ņę¬³c╩Ū──ą®Ż┐╚ń║╬ÖzŻ┐į§├┤▓ķ─žŻ┐
├┐ę╗ĘN╝╝ągČ╝ėąŲõ▀mė├ĘČć·Ż¼▀_ś╦┼┼Ę┼╩Ū*╬╗ĪŻĘ┘¤²╝╝ąg─┐Ū░üĒ┐┤▀Ć╩Ūų╬└ĒVOCsą¦┬╩*Ė▀Īó*ÅžĄūĄ─ų╬└Ē╝╝ągĪŻī”ė┌─│ą®▓╔ė├╬³ĖĮĪó└õ─²Īó─żĘųļxĪó╔·╬’Ę©Ą╚╝╝ąg¤oĘ©īŹ¼FĘĆČ©Ą─▀_ś╦VOCsĮMĘų╗“š▀ļyė┌╗ž╩šŻ©╗“╗ž╩š│╔▒Š▌^Ė▀Ż®▀Ć╩Ūę¬▀xō±╚╝¤²Ą─ĘĮ╩Į▀Mąąų╬└ĒĪŻ
Ą½į┌Ī░╠╝▀_ĘÕĪó╠╝▀_ĘÕĪ▒Ą─┤¾▒│Š░Ž┬Ż¼▓╔ė├└õ─²╗ž╩šĪó╬³ĖĮ╬³╩šĄ╚╝╝ągĄ─ų╬└ĒįOéõĖ³─▄īŹ¼FĘĆČ©▀_ś╦Īó£p╔┘╠╝┼┼Ę┼Ż¼īóĢ■į┌Ų¾śI╔²╝ēų╬└ĒįO╩®Ģr┴ą×ķā׎╚┐╝æ]Ą─╝╝ąg▀xō±Ż¼▒╚╚ńųŲ╦ÄąąśIĄ─VOCs,ų„ę¬üĒį┤ė┌╚▄䮯¼Ųõ▒Š╔Ē╗ž╩šļyČ╚Ą═Īó┐╔ęįųžÅ═└¹ė├Īóæ¬▒M┴┐═©▀^╣ż╦ćĖ─▀M║═╗ž╩šĄ─ĘĮ╩Į£p╔┘VOCs┼┼Ę┼Ż¼═¼Ģrę▓─▄£p╔┘Ų¾śIĄ─įŁ┴ŽŽ¹║─│╔▒ŠĪŻ
«öŪ░Ė„╩ĪČ╝į┌═Ų▀M╠╝Į╗ęūŻ¼Ų¾śIį┌║╦╦Ńų╬└Ē│╔▒ŠĢr▓╗āHāH┐╝æ]╣ż│╠Į©įO│╔▒Š║═▀\ąą│╔▒Š▀Ćæ¬ėąŁhŠ││╔▒ŠĪóŁh▒ŻČÉŻ¼▀ĆąĶꬊC║Ž┐╝æ]╠ßŪ░▓╝ŠųŻ¼ę╗├µ▒╗╠╝┼┼Ę┼ė░Ēæ║¾└mĄ─öUÅł╔§ų┴╩Ū╔·«aĪŻ
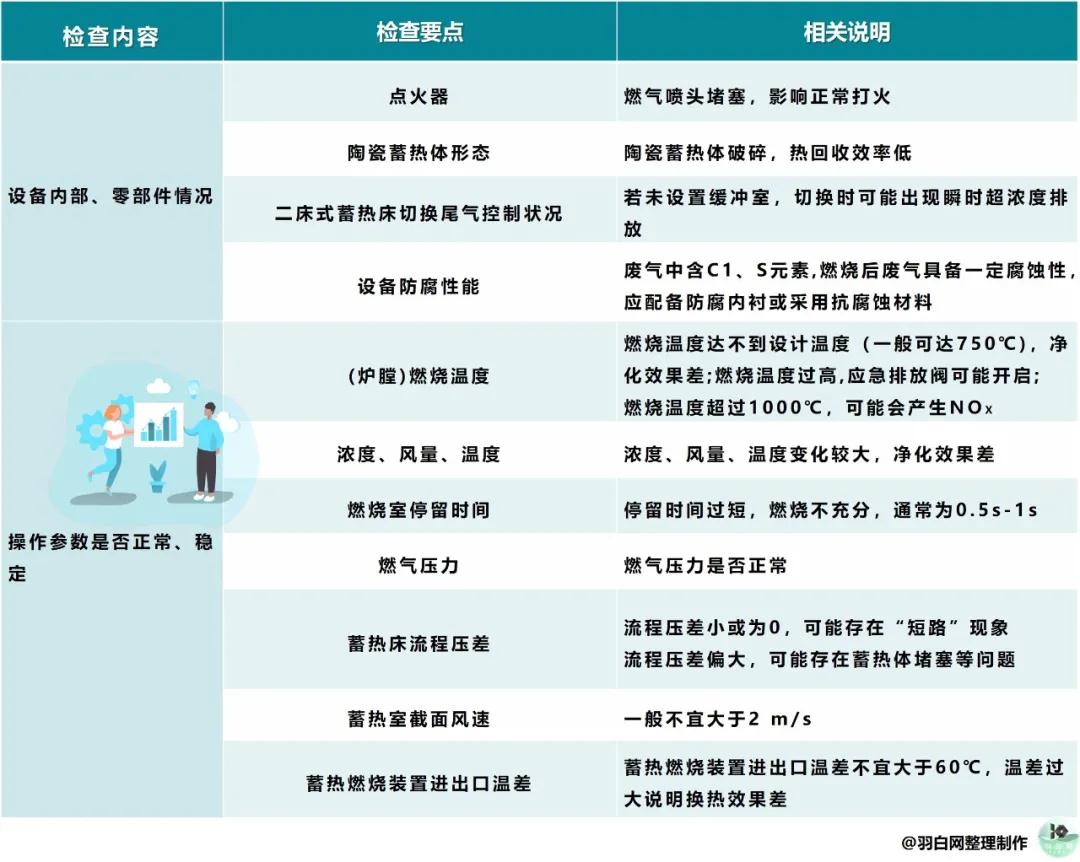
Į³─ĻRTO▒¼š©▓┐Ęų░Ė└²š¬õø
┐╔ęį┐┤│÷RTOįOéõ’LļUų„ę¬┤µį┌ęįŽ┬ÄūĘĮ├µŻ║
1▓┐ĘųŲ¾śIų„¾wčbų├įOėŗĢr╬┤┐╝æ]╩╣ė├RTOŻ¼┤µį┌įOėŗ╔Ž░▓╚½┤ļ╩®▓╗ĄĮ╬╗Īóūįäė╗»│╠Č╚▓╗ūŃĪóīŹļH╣żør┼cįOéõžō║╔▓╗Ųź┼õĪŻ
2Ų¾śIėąÖCÅUÜŌĄ─│╔Ę▌▒╚▌^ČÓį¬╗»ĪóÜŌ┴┐▓╗ĘĆČ©ĪŻŠ½╝Ü╗»╣żĄ╚Ų¾śIķgą¬╔·«aĄ─╠ž³cŻ¼╩╣Ą├ėąÖCÅUÜŌØŌČ╚║═ÅUÜŌ┴┐Č╝Ģ■ėąķgą¬ąįūā╗»ĪŻ
3▓┐ĘųŲ¾śI╬┤│õĘųĖ∙ō■ūį╔ĒŲ¾śIīŹļHŻ¼║Ž└Ē▀xō±╩╣ė├įOéõįO╩®Ż¼ī¦ų┬╔·«a║¾īŹļH╣żør┼cRTO └ĒŽļĀŅørŽÓ▓Ņ▌^┤¾ĪŻ
4āx▒Ēł¾Š»Īó▀BµiįOų├▓╗ūŃŻ¼╬┤ć└Ė±┐žųŲRTO▀M┐┌ėąÖC╬’Ą─ØŌČ╚ĪŻī”╗»╣żŲ¾śIėąÖCÅUÜŌĄ─═╗░ląį┼┼Ę┼Ą╚═╗░lŪķør▀BµiįOų├▓╗ūŃĪŻ
5╝╝ąg╝░▀\ŠS╚╦åT╦ž┘|ī¦ų┬▓┘┐v▓╗«öĪó▀\ŠS▓╗«öĪŻ├µī”░l╔·═╗░lå¢Ņ}Ģræ¬ī”▓╗Ą├«öĪó▓╗╝░ĢrĪŻ
RTOā×╗»Į©ūh
×ķ┴╦Ę└ų╣RTO░▓╚½╩┬╣╩Ą─░l╔·ĪóĮĄĄ═╩┬╣╩ōp╩¦Ż¼Š═▒žĒÜ░č░▓╚½å¢Ņ}Ę┼į┌*╬╗üĒ┐╝æ]Ż¼Å─į┤Ņ^Ž¹£pĪó▀^│╠ŅAĘ└Īó─®Č╦░č┐ž╚²ĘĮ├µ╩ß└Ē│÷14Ślā×╗»Į©ūhĪŻ
ę╗Īóį┤Ņ^Ž¹£pĘĮ├µ
1Īó╚ź│²Ż║┴╦ĮŌė├æ¶Ą─╣ż╦ćŻ¼├„┤_╣ż╦ć▀^│╠ųąėąÖCÅUÜŌĄ─┼┼Ę┼╠ž³c╝░┐╔─▄┤µį┌Ą─═╗░lę“╦ž╚ź│²▓╗ę╦▀M╚ļRTOĄ─ėąÖCÅUÜŌĮMĘų╚ń▓╔ė├└õ─²ĘĮ╩Į╗ž╩š▓┐ĘųĖ▀ØŌČ╚ėąÖCÅUÜŌĮMĘų;įOų├╦«ćŖ┴▄čbų├╬³╩šŽ┤£ņ╦ßĪóēAŅÉÜŌ¾wŻ¼▒ŻūC▀M╚ļRTOėąÖCÜŌ¾w▀_ĄĮ▀MÜŌųĖś╦ę¬Ū¾Ż¼Å─į┤Ņ^ķ_╩╝’LļUĘ└ĘČĪŻ
2Īó£p┴┐Ż║ÅŖ╗»▄ćķgŅA╠Ä└ĒŻ¼╚ńīó│Ż£žčŁŁh╦«Ė─×ķ└õā÷¹}╦«Ż¼╠ßĖ▀└õ─²ą¦┬╩Ż╗į÷╝ė╬³╩šŅÉ裣hę║Ą─Ė³ōQŅl┤╬Ż¼▓óįOų├ūįäė╝ė╦ÄĪó┼┼╬█┐žųŲŻ¼╠ßĖ▀╬³╩šą¦┬╩Ą╚Ż¼ęį£p╔┘▀M╚ļRTOŽĄĮyųąVOCsĄ─┐é┴┐Ż¼Å─Č°ĮĄĄ═ÅUÜŌ▀_ĄĮ▒¼š©Ą─’LļUĪŻ
3ĪóĮĄØŌŻ║ÅUÜŌ╚ļ┐┌╝░▒žę¬Ą─ÅUÜŌų¦┬Ę╚ļ┐┌╠Ä░▓čbØŌČ╚▒O£yāxŻ¼į┌ā”╣▐║¶╬³ÜŌĪó└õ─²Ų„▓╗─²ÜŌĄ╚ØŌČ╚▌^Ė▀ĢrŻ¼RTO╚ļ┐┌╝ėŽĪßī’LķyŻ¼═©▀^ėŗ╦Ńę╗Č©£žČ╚Ģr─││╔Ęų’¢║═š¶ÜŌē║Ž┬Ą─ØŌČ╚Ż¼▓óīóŲõŽĪßīų┴▒¼š©Ž┬Ž▐Ż©LELŻ®Ą─25%įOėŗ’L┴┐Ż╗ÅUÜŌ╚ļ┐┌╝ėįOų├ŠÅø_╣▐▓óča│õą┬’LŻ¼┤_▒Ż▀M╚ļRTOŽĄĮyĄ─ÅUÜŌØŌČ╚Ą═ė┌Ųõ25%LELĪŻ
Č■Īó▀^│╠ŅAĘ└ĘĮ├µ
4Īóī¦ņoļŖŻ║’L╣▄Īó’LÖCĄ╚ÅUÜŌ▌ö╦═įOéõįO╩®į┌▓╗Ė»╬gŪķørŽ┬▒M┴┐▀xō±╦óėą╩»─½═┐īėĄ─▓Ż┴¦õōĪó╠╝õō╗“▓╗õPõō▓─┘|Ż¼▓ó┐ńĮėĪóĮėĄžŻ╗═¼Ģr▒▄├Ōų▒ĮŪÅØŅ^╝░ÅØŅ^╠Ä╝ŌĮŪŻ¼Ę└ų╣ÅUÜŌ▌ö╦═▀^│╠ųąę“─”▓┴ŲņoļŖČ°¤oĘ©ī¦│÷ĪŻ
5Īó┼┼Ęeę║Ż║ÅUÜŌ│Żę“Ž┤£ņ╦■│²ņFą¦╣¹▓╗╝č╗“└õģsū„ė├Č°į┌’L╣▄ųąą╬│╔Ęeę║Ż¼Ęeę║ųą║¼ėąVOCs▓ó▓╗öÓō]░lų┴ÅUÜŌųąŻ¼┤µį┌ØŌČ╚╔²Ė▀¼FŽ¾Ż¼ĒÜČ©Ų┌┼┼│÷ĪŻ
6Īó£yØŌČ╚Ż║į┌RTOŽĄĮyŪ░ę╗Č©ŠÓļxįOų├į┌ŠĆŻ©īŹĢrŻ®ØŌČ╚Öz£yāxŻ¼▓ó┼cRTOŽĄĮyÅUÜŌī¦╚ļķyĪóæ¬╝▒┼┼┐šķy▀Bµi┐žųŲŻ¼ŠÓļxĖ∙ō■Öz£yāxĒææ¬Ģrķg┤_Č©Ż¼«öÅUÜŌØŌČ╚│¼▀^25%LELĢrŻ¼ÅUÜŌī¦╚ļķyĻPķ]Ż¼æ¬╝▒┼┼┐šķyķ_åóŻ¼Ę└ų╣Ė▀ØŌÅUÜŌ▀M╚ļRTOŽĄĮyĪŻ
7Īó═©’LŻ║═©▀^ÅŖųŲ═©’L┤ļ╩®Ż¼ØMūŃ*Ą══©’L┴┐ę¬Ū¾Ż¼▒▄├Ō┐╔╚╝╬’ĘeŠ█Īó╗ž╗Ą╚ĪŻ
8Īóą╣▒¼Ż║’L╣▄├┐Ė¶ę╗Č©ķgŠÓįOų├ą╣▒¼ķyŻ¼ą╣▒¼ķyē║┴”Ą═ė┌’L╣▄│ą╩▄æ¬┴”Ż╗RTOŽĄĮyŪ░ų├Ž┤£ņ╦■į┌▒ŻūCėąą¦╩╣ė├ŪķørŽ┬▀xė├Ą═ÅŖČ╚▓─┘|ųŲū„Ż¼ęį▒Ń▒¼š©░l╔·Ģr╝░Ģrą╣ē║Ż¼£p╔┘▒¼š©ōp╩¦ĪŻ
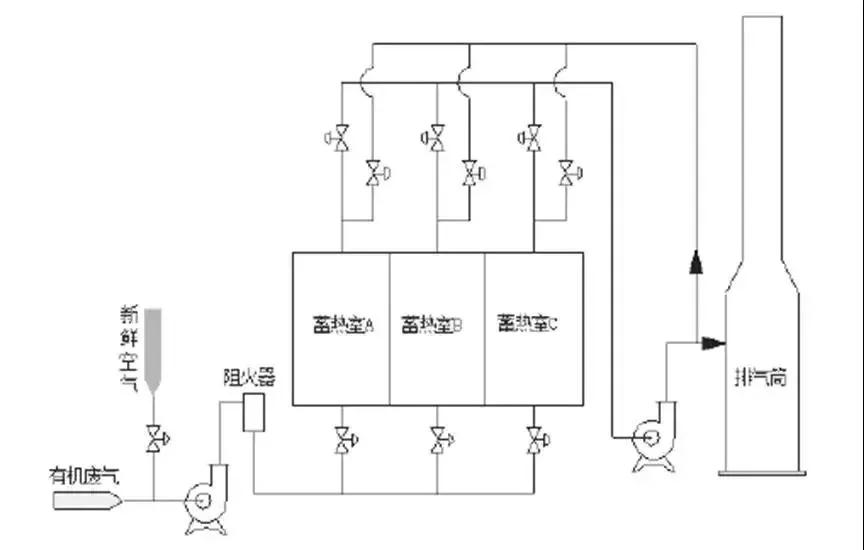
9Īóķ]ķyŻ║RTOĀtæ¬įOų├öÓļŖöÓÜŌ║¾▀MÜŌķyĪó┼┼ÜŌķyŠo╝▒ĻPķ]Ż¼Ę└ų╣¤¤ćĶą¦æ¬ę²ŲąŅ¤ßīėŽ┬▓┐£žČ╚╔Ž╔²ĪŻ
Šo╝▒ķyķT▓╝ų├╩ŠęŌłD
╚²Īó─®Č╦░č┐žĘĮ├µ
10Īóļp┼į═©įOėŗŻ║ī”RTOŽĄĮyįOų├└õ┼į═©Īó¤ß┼į═©Ż¼Ųõųą└õ┼į═©┼cØŌČ╚Öz£yāxĪóÅUÜŌī¦╚ļķyĪóæ¬╝▒┼┼┐šķy▀BµiŻ¼«öØŌČ╚│¼▀^25%LELĢrŻ¼ÅUÜŌī¦╚ļķyĻPķ]Ż¼ÅUÜŌ¤oĘ©▀M╚ļRTOŽĄĮyŻ╗æ¬╝▒┼┼┐šķyķ_åóŻ¼ÅUÜŌĮø└õ┼į═©╠Ä└Ē▀_ś╦║¾┼┼Ę┼ĪŻ¤ß┼į═©┼cą┬’LķyĪó£žČ╚āxĪóē║┴”ėŗ▀BµiŻ¼«öRTOĀtā╚£žČ╚Īóē║┴”«É│ŻĢrŻ¼ą┬’Lķyķ_åóŻ¼ŽĪßīØŌČ╚ĮĄ£žĮĄē║Ż¼¤ß┼į═©ķyķ_åóŻ¼▓┐ĘųĖ▀£žÅUÜŌų▒ĮėÅ─č§╗»╩ę┼┼│÷Ż¼Įø╗ņ║ŽŲ„ĮĄ£ž└õģs║¾┼┼ų┴¤¤ćĶŻ¼┤_▒ŻRTOŽĄĮy░▓╚½▀B└m▀\ąąĪŻ
11Īóļp┴„ł÷─ŻöMŻ║RTOĀtįOėŗĢrī”ÅUÜŌ▀MąąÜŌ┴„ł÷║═¤ß┴„ł÷─ŻöMŻ¼ŲõųąÜŌ┴„ł÷─ŻöM┤_▒ŻRTOĀtā╚¤o╦└ĮŪŻ¼ÅUÜŌ─▄ē“Š∙ä“┴„Ģ│═©▀^Ż¼▒▄├ŌŠų▓┐═─┴„╗“ØŌČ╚▀^Ė▀Ż╗¤ß┴„ł÷─ŻöM┤_Č©╠š┤╔čb╠Ņ┴┐Ż¼▀xō±▀mę╦¤ß╗ž╩šą¦┬╩Ż¼▒▄├ŌRTOĀtąŅ¤ß╩ę└õČ╦£žČ╚▀^Ė▀Ż¼£p╔┘░▓╚½ļ[╗╝ĪŻ
12Īóā×╗»╩š╝»ŽĄĮyŻ║ī”╬³’LšųĪó’LÖC▀xė├▀MąąęÄĘČįOėŗŻ¼═¼ĢrÅUÜŌ╩š╝»╣▄ŠĆąĶĮy╗IęÄäØŻ¼ą╬│╔ų¦╣▄Ī·ų„╣▄Ī·╠Ä└Ēčbų├Ī·┐é┼┼┐┌Ą─╩š╝»╠Ä└ĒŽĄĮyŻ¼┤_▒ŻÅUÜŌ╩š╝»ą¦╣¹ĪŻī”ė┌ęū╚╝ęū▒¼ÅUÜŌį┌įOėŗ╩š╝»ŽĄĮy║═ŅA╠Ä└ĒŽĄĮyĢrŻ¼▓╗ūĘŪ¾▀^Ė▀Ą─ÅŖČ╚Ę┤Č°ėą└¹ė┌ŽĄĮy░▓╚½Ż¼▓╗▀^╝┤╩╣▀xė├ÅŖČ╚▓╗Ė▀Ą─įOéõ║═▓─┴ŽĪŻ
13ĪóūĶ╗Ż║į┌RTOĀtŪ░Č╦║═╔·«a▄ćķg║¾Č╦’L╣▄įOų├ūĶ╗Ų„Īó╦«ĘŌĄ╚Ż¼Ę└ų╣RTOĀt╗“’L╣▄▒¼š©╗ž╗ų┴Ū░Č╦╗“▄ćķgŻ¼£p╔┘╩┬╣╩ōp╩¦ĪŻ
ūĶ╗Ų„░▓čb╩ŠęŌłD
14Īó▒O┐žŻ║īóRTOŽĄĮy┼c╔·«aĪó’L╣▄ē║┴”ėŗĪóųą╝ē’LÖCĪóØŌČ╚Öz£yāxĄ╚▀Bµi┐žųŲŻ¼░▓čbį┌ŠĆ▒O┐žŽĄĮy▓ó╝{╚ļ╔·«a╣▄└Ē▒O┐žŻ¼▒▄├Ō╔·«a┼cŁh▒Ż├ō╣ØŻ¼░▓┼┼īŻ╚╦▀MąąŠSūo┼c╣▄└ĒŻ¼╚ńRTOĀtį┌░l╔·▒¼š©Ū░ėąÖC╬’ØŌČ╚│ŻĢ■į┌Č╠Ģrķgā╚čĖ╦┘╔²Ė▀Ż¼┤╦ĢrŽĄĮy╚¶ėą╚╦ųĄ╩žät┐╔╠ßŪ░░l│÷ŅAŠ»▓ó▓╔╚Ī▒žę¬Ą─┤ļ╩®Ż¼▒▄├Ō╩┬╣╩Ą─░l╔·Ż╗═¼Ģrī”RTOĖ„ŽĄĮy╬▓ÜŌ░▓čbVOCØŌČ╚į┌ŠĆ▒O┐žŽĄĮyŻ¼×ķŲ¾śI╣▄└Ē╠ß╣®▒žę¬Ą─öĄō■ų¦ō╬ĪŻ
VOCsų╬└ĒįOéõČĮ▓ņÖz▓ķę¬³c
Į³─Ļė╔Łh▒ŻįO╩®▀\ĀI╣▄└Ē▓╗╔Ųī¦ų┬Ą─░▓╚½╩┬╣╩Ņl░lŻ¼īęęŖł¾Ą└Ż¼╠žäe╩Ū╗Ņąį╠┐║═Ę┘¤²Ą╚VOCsų╬└ĒįO╩®ĪŻ╚╗Č°Ż¼ę╗ŪąĄ─ųž┤¾ūāĖ’Č╝ėąųž┤¾╩┬╝■Ą─═ŲäėŻ¼Ēæ╦«╩┬╝■░l╔·║¾Ż¼Łh▒ŻįO╩®Ą─░▓╚½▒O╣▄┬Üž¤Ą├ĄĮ┴╦▀Mę╗▓Į├„┤_ĪŻ
Ė„ĄžŁh▒Ż▓┐ķTī”ĄžĘĮ║═ŽÓĻPŲ¾śIå╬╬╗ųž³cŁh▒ŻįO╩®║═ĒŚ─┐ĮM┐Śķ_š╣Ė³╚½├µĄ─░▓╚½’LļUįu╣└║═Ė³×ķć└Ė±Ą─ļ[╗╝┼┼▓ķų╬└ĒŻ¼─Ū├┤RTO║═RCOĄ╚VOCsų╬└ĒĘ┘¤²ŅÉįOéõĄ─Łh▒ŻČĮ▓ņę¬³c╩Ū──ą®Ż┐╚ń║╬ÖzŻ┐į§├┤▓ķ─žŻ┐
Ż©ąŅ¤ßŻ®ų▒Įė╚╝¤²Öz▓ķę¬³c
Ż©ąŅ¤ßŻ®┤▀╗»č§╗»Öz▓ķę¬³c
├┐ę╗ĘN╝╝ągČ╝ėąŲõ▀mė├ĘČć·Ż¼▀_ś╦┼┼Ę┼╩Ū*╬╗ĪŻĘ┘¤²╝╝ąg─┐Ū░üĒ┐┤▀Ć╩Ūų╬└ĒVOCsą¦┬╩*Ė▀Īó*ÅžĄūĄ─ų╬└Ē╝╝ągĪŻī”ė┌─│ą®▓╔ė├╬³ĖĮĪó└õ─²Īó─żĘųļxĪó╔·╬’Ę©Ą╚╝╝ąg¤oĘ©īŹ¼FĘĆČ©Ą─▀_ś╦VOCsĮMĘų╗“š▀ļyė┌╗ž╩šŻ©╗“╗ž╩š│╔▒Š▌^Ė▀Ż®▀Ć╩Ūę¬▀xō±╚╝¤²Ą─ĘĮ╩Į▀Mąąų╬└ĒĪŻ
Ą½į┌Ī░╠╝▀_ĘÕĪó╠╝▀_ĘÕĪ▒Ą─┤¾▒│Š░Ž┬Ż¼▓╔ė├└õ─²╗ž╩šĪó╬³ĖĮ╬³╩šĄ╚╝╝ągĄ─ų╬└ĒįOéõĖ³─▄īŹ¼FĘĆČ©▀_ś╦Īó£p╔┘╠╝┼┼Ę┼Ż¼īóĢ■į┌Ų¾śI╔²╝ēų╬└ĒįO╩®Ģr┴ą×ķā׎╚┐╝æ]Ą─╝╝ąg▀xō±Ż¼▒╚╚ńųŲ╦ÄąąśIĄ─VOCs,ų„ę¬üĒį┤ė┌╚▄䮯¼Ųõ▒Š╔Ē╗ž╩šļyČ╚Ą═Īó┐╔ęįųžÅ═└¹ė├Īóæ¬▒M┴┐═©▀^╣ż╦ćĖ─▀M║═╗ž╩šĄ─ĘĮ╩Į£p╔┘VOCs┼┼Ę┼Ż¼═¼Ģrę▓─▄£p╔┘Ų¾śIĄ─įŁ┴ŽŽ¹║─│╔▒ŠĪŻ
«öŪ░Ė„╩ĪČ╝į┌═Ų▀M╠╝Į╗ęūŻ¼Ų¾śIį┌║╦╦Ńų╬└Ē│╔▒ŠĢr▓╗āHāH┐╝æ]╣ż│╠Į©įO│╔▒Š║═▀\ąą│╔▒Š▀Ćæ¬ėąŁhŠ││╔▒ŠĪóŁh▒ŻČÉŻ¼▀ĆąĶꬊC║Ž┐╝æ]╠ßŪ░▓╝ŠųŻ¼ę╗├µ▒╗╠╝┼┼Ę┼ė░Ēæ║¾└mĄ─öUÅł╔§ų┴╩Ū╔·«aĪŻ




